STRATEGIES TO ELIMINATE EXTRUSION TUBING REJECTS & SCRAP
The Role of Area Draw Down Ratio and Draw Ratio Balance
For companies that extrude polymer tubing for medical use, stability
is the Holy Grail. Establish and maintain extrusion process stability,
and process-related quality problems disappear. When it comes to
optimizing performance within the die, there are tools for optimizing
extrusion process control that are simple to apply, and virtually foolproof.
Two of the most important calculations are area draw down ratio (ADDR),
and draw ratio balance (DRB).
Area draw down ratio is the ratio of the cross-sectional area of the
extruded plastic melt to the cross sectional area of the plastic in its final
product form, (tube, hose or insulation on a core, such as a wire or cable).
ADDR is the extent to which the plastic has been reduced in size to form
the part; it is a measure of the amount of stretching that occurs between
the exit of the die and the take-up. A larger ADDR enables faster production,
while a lower ADDR facilitates closer control of product dimensions. A low
draw down ratio process tends to be more stable than a higher one;
the key is to find the “sweet spot” that optimizes the balance between
the two. Figure 1 illustrates different values of the ADDR.
Figure 1, Illustration of Area Draw Down Ratio
Draw ratio balance (DRB) is the diameter ratio of the die and tip divided
by the diameter ratio of the tubing. When the DRB equals one, the annular
shape of the tubing is the same as the annular shape of the tooling.
When the DRB is greater than one, the ID of the tubing relative to the
OD will be greater than the ID of the tooling (tip diameter) relative to the
OD (bushing diameter). This is illustrated in figure 2. For a stable tubing
extrusion process, the DRB should be equal to or greater than one.
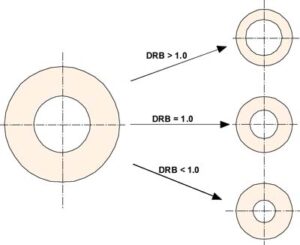
Figure 2, Illustration of Draw Ratio Balance
Smiths Medical, a leading provider of medical devices, located in Tijuana,
Mexico operates multiple extrusion lines, on a 24/4 basis. The lines
extrude PVC, nylon, polypropylene and polyethylene for disposable
anesthesia berating circuits, catheters for epidural and tracheal use and
patient monitoring systems. Tolerances must be held to ±0.003.”
Manuel Castillo, Extrusion Engineer, joined Smiths Medical in April 2008
and took responsibility for process control and improvement of extrusion
performance and stability. A process control expert with more than 12 years
experience in sheet and tube extrusions, Mr. Castillo’s former post was with
another medical company, where he managed the extrusion department
from the process engineering side.
“When I joined the Smiths team,” he explains, “there was a big opportunity
to tighten control over the extrusion process. Seven out of ten production
orders were being rejected because they did not meet specifications. And it
was all related to issues with extrusion instability.”
Mr. Castillo used a four-point process to address those issues. “We began,”
he says, “by revalidating our portfolio of extruded tubes for uniformity.”
This involved approximately twenty codes, with each code representing
one product. “Using tools provided by B&H Tool Company (San Marcos, CA),
we changed our ADDR from 4:1 to 2:1 and immediately gained greater
dimensional stability.”
Tube drawings were then reviewed to clarify product dimensions.
“For example,” he explains, “tube diameters were referencing values
of a laser measuring device and the product spec. This created confusion
for operators.”
“We also optimized the land length to control the melt in the die,”
adds Castillo. “I always follow resin manufacturers’ recommendations,
and they usually recommend a 10:1 land length for PVC resins. Since
PVC is one of our higher runner materials, there’s always the opportunity
to improve land lengths. I will say, however, that instead of having a
10:1 land length individually calculated for every PVC tube, it’s preferable
to have a standard land length for the majority of the tooling. This allows
processors to use existing pins and dies for any new tube coming
into production.”
“This is possible – and highly beneficial – if the ADDR and DRB rules
are met. And it is another reason why the B&H calculators are so vital
to stabilizing – and optimizing – the extrusion process.”
Optimizing the extrusion process has produced immediate and dramatic
effects. “After the improvements were made, no production order has
been rejected,” says Castillo. Scrap has also been reduced dramatically.
“The use of the B&H internet tooling calculator was invaluable in getting
us to where we are today,” he explains. “In previous times, I had to
resolve these issues in other ways. Clearly, the ability to use the ADDR
and DRB for the different materials and tube dimensions we work
with is a huge advantage.”